业务咨询热线:
电话:13873397666
座机:0769-81818179
邮箱:kulkee-power@dgjiuqi.com

业务咨询热线:
电话:13873397666
座机:0769-81818179
邮箱:kulkee-power@dgjiuqi.com

东莞市玖琪实业有限公司
联系人:梁先生
手机:13873397666
电话:0769-81818179
传真:0769-81806179
地址:东莞市石排镇谷吓村孔屋工业区
邮编:523339
官方网站:http://www.dgjiuqi.com/
电子厂全面DIP波峰焊工艺流程及波峰焊接的缺陷不良原因分析 ! |
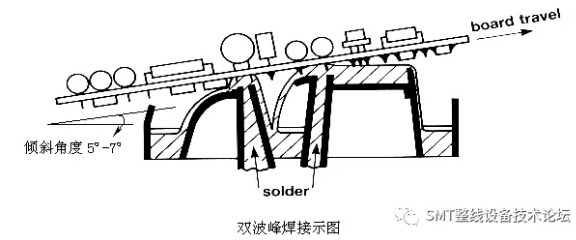
电子厂DIP波峰焊锡机(波峰焊)主要用于传统THT通孔插装印制电路板电装焊接工艺,以及表面组装与通孔插装元器件的混装工艺,波峰焊其高温液态锡保持一个斜面,并由特殊装置使液态锡形成一道道类似波浪的现象,所以叫“波峰焊”; 适用于波峰焊工艺的表面组装元器件有矩形和圆柱形片式元件、SOT以及较小的SOP等器件。
DIP波峰焊锡机工作原理 :
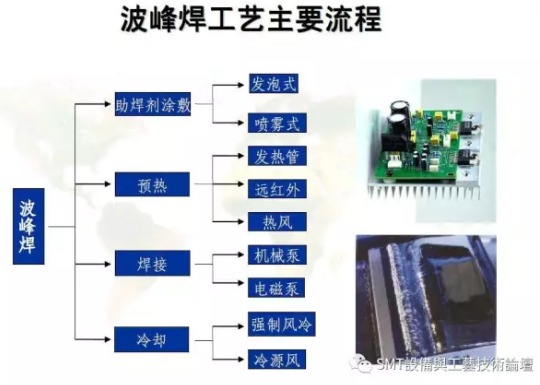
下面以双波峰焊机的工艺流程为例,来说明波峰焊的工作原理 : 
DIP插件波峰焊锡机整机工作原理流程图
电子厂DIP插件焊接发展及优点 :
随着电子产品的大批量生产,手工采用烙铁工具逐点焊接PCB板上引脚焊点的方法,再也不能适应市场要求、生产效率与产品质量。于是就逐步发明了半自动/全自动群焊(Mass Soldering)设备与全自动焊接机。全自动焊接机早出现在日本,作为黑白/彩色电视机的主要生产设备。八十年代起引进,先后有浸焊机、单波峰焊机等。八十年代中期起贴插混装的SMT技术迅速发展,又出现了双波峰焊锡机。
波峰焊是指将熔化的软钎焊料(铅锡合金),经电动泵或电磁泵喷流成设计要求的焊料波峰,亦可通过向焊料池注入氮气来形成,使预先装有元器件的印制板通过焊料波峰,实现元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。根据机器所使用不同几何形状的波峰,波峰焊系统可分许多种。 
与手工焊接技术相比,全自动流动焊接技术明显的拥有以下优点:节省电能,节省人力,提高效率,降低成本,提高了外观质量与可靠性,克服人为影响因素,可以完成手工无法完成的工作。
常用DIP波峰焊流程:将元件插入相应的元件孔中 →预涂助焊剂 → 预热 → 过波峰焊锡炉 → 冷却 → 切除多余插件脚 → AOI检测 。 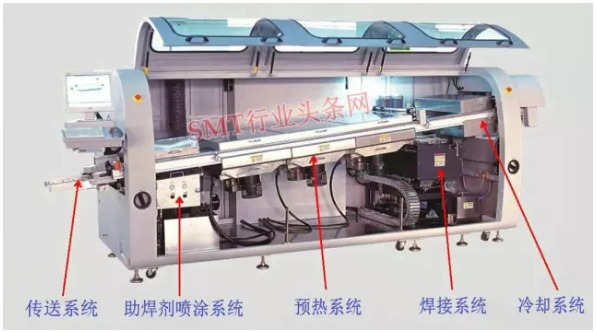
当完成点胶(或印刷)、贴装、胶固化、插装通孔元器件的PCB线路板从波峰焊机的入口端随传送带向前运行,通过焊剂发泡(或喷雾)槽时,印制板下表面的焊盘、所有元器件端头和引脚表面被均匀地涂覆上一层薄薄的焊剂。
助焊剂的作用原理 :
熔融的焊料之所以能承担焊接作用,是由于金属原子距离接近后产生相互扩散、溶解、浸润等作用的结果。此时,阻碍原子之间相互作用的是金属表面存在的氧化膜和污染物,也是妨碍浸润的有害物质。
为此,一方面要采取措施防止在金属表面产生氧化物,另一方面必须采取去除污染的各种措施和处理方法。但是由于在PCBA生产的各种前端过程乃至于元器件生产的过程中,完全避免这些氧化和污染是很困难的。因此,必须在焊接操作之前采取某些方法把氧化膜和污染清除掉。采用熔剂去除氧化膜具备不损伤母材、效率高等特点,因此能被广泛的用于PCBA的制程中。
随着波峰焊喷助焊剂工序完成, PCB板经波峰钛爪传送进入预热区,焊剂中的溶剂被挥发掉,焊剂中松香和活性剂开始分解和活性化,印制板焊盘、元器件端头和引脚表面的氧化膜以及其它污染物被清除;同时,印制板和元器件得到充分预热。
PCB线路印制板继续向前运行,印制板的底面首先通过个熔融的焊料波。个焊料波是乱波(振动波或紊流波),将焊料打到印制板的底面所有的焊盘、元器件焊端和引脚上;熔融的焊料在经过焊剂净化的金属表面上进行浸润和扩散。之后,印制板的底面通过第二个熔融的焊料波,第二个焊料波是平滑波,平滑波将引脚及焊端之间的连桥分开,并去除拉尖(冰柱)等焊接缺陷。
 传统的锡铅焊料在电子装联中已经应用了近一个世纪。共晶焊料的导电性、稳定性、抗蚀性、抗拉和抗疲劳、机械强度、工艺性都是非常的,而且资源丰富,价格便宜。是一种极为理想的电子焊接材料。但由于铅污染人类的生活环境。据统计,某些地区地下水的含铅量已超标30倍,由于Pb是一种有毒的金属,对人体有害,并且对自然环境有很大的破坏性,所以引进了无铅焊丝。 传统的锡铅焊料在电子装联中已经应用了近一个世纪。共晶焊料的导电性、稳定性、抗蚀性、抗拉和抗疲劳、机械强度、工艺性都是非常的,而且资源丰富,价格便宜。是一种极为理想的电子焊接材料。但由于铅污染人类的生活环境。据统计,某些地区地下水的含铅量已超标30倍,由于Pb是一种有毒的金属,对人体有害,并且对自然环境有很大的破坏性,所以引进了无铅焊丝。
无铅焊接的特点和对策 : (1) 无铅焊接的主要特点: (A) 高温、熔点比传统有铅共晶焊料高34℃左右。 (B) 表面张力大、润湿性差。 (C) 工艺窗口小,质量控制难度大。 (2) 无铅焊点的特点: (A) 浸润性差,扩展性差。 (B) 无铅焊点外观粗糙。传统的检验标准与AOI需要升级。 (C) 无铅焊点中气孔较多,尤其有铅焊端与无铅焊料混用时,焊端(球)上的有铅焊料先熔,覆盖焊盘,助焊剂排不出去,造成气孔。但气孔不影响机械强度。 (D) 缺陷多-由于浸润性差,使自定位效应减弱。 无铅焊点外观粗糙、气孔多、润湿角大、没有半月形,由于无铅焊点外观与有铅焊点有较明显的不同,如果有原来有铅的检验标准衡量,甚至可以认为是不合格的,随着无铅技术的深入和发展,由于助焊剂的改进以及工艺的进步,无铅焊点的粗糙外观已经有了一些改观。 
波峰焊在使用过程中的常见参数主要有以下几个:
1.预热: A.“预热温度“一般设定在90-110度,这里所讲“温度”是指预热后PCB板焊接面的实际受热温度,而不是“表显”温度;如果预热温度达不到要求,则易出现焊后残留多、易产生锡珠、拉锡尖等现象;
SMA类型 元器件 预热温度 单面板组件 通孔器件与混裝 90~100 双面板组件 通孔器件 100~110 双面板组件 混裝 100~110 多层板 通孔器件 115~125 多层板 混裝 115~125
B、影响预热温度的有以下几个因素,即:PCB板的厚度、走板速度、预热区长度等;
B2.走板速度:一般情况下,建议把走板速度定在1.1-1.2米/分钟这样一个速度,但这不是值;如果要改变走板速度,通常都应以改变预热温度作配合;比如:要将走板速度加快,那么为了保证PCB焊接面的预热温度能够达到预定值,就应当把预热温度适当提高;
B3.预热区长度:预热区的长度影响预热温度,在调试不同的波峰焊机时,应考虑到这一点对预热的影响;预热区较长时,温度可调的较接近想要得到的板面实际温度;如果预热区较短,则应相应的提高其预定温度。
2、锡炉温度: 以使用63/37的锡条为例,一般来讲此时的锡液温度应调在245至255度为合适,尽量不要在超过260度,因为新的锡液在260度以上的温度时将会加快其氧化物的产生量. 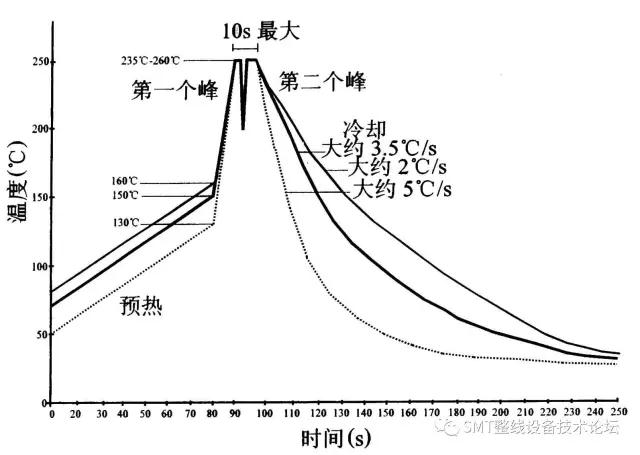
双波峰焊理论温度曲线
4、风刀:
在波峰炉使用中,“风刀”的主要作用是吹去PCB板面多余的助焊剂,并使助焊剂在PCB零件面均匀涂布;一般情况下,风刀的倾角应在100左右;如果“风刀”角度调整的不合理,会造成PCB表面焊剂过多,或涂布不均匀,不但在过预热区时易滴在发热管上,影响发热管的寿命,而且会影响焊完后PCB表面光洁度,甚至可能会造成部分元件的上锡不良等状况的出现。
DIP波峰焊的生产管理指导说明书 :
①预热温度:峰值温度 100~130℃(焊接面焊盘上的温度) ②锡槽温度:250~260℃ ③搬送链速:0.8~1.4m/分(根据基板种类,有所不同) ④焊接时间:1次:2~3秒 2次:2~3秒 合計4~6秒(大10sec) ⑤焊锡浸渍状态:锡槽高度、根据喷流高度进行调整 ⑥锡槽内焊锡成份管理(成份分析) ・分析频率:1~3次/半年(导入初期:1~4次/月) ・成分管理:铜浓度 0.5~1.0% 铅浓度 0.1%以下 
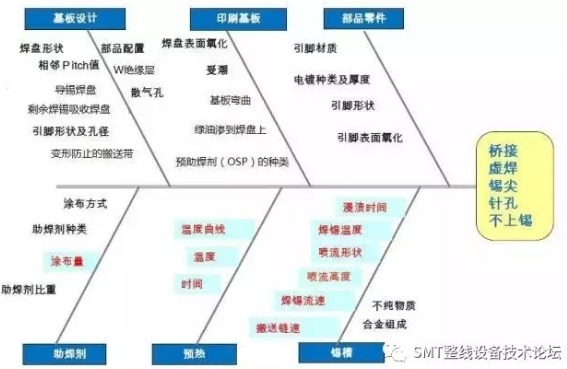
波峰焊接的缺陷不良原因分析 关系波峰焊品质的特定因素 :
一、沾锡不良POOR WETTING
这种情况是不可接受的缺点,在焊点上只有部分沾锡。分析其原因及改善方式如下:
此一情形与沾锡不良相似,不同的是局部沾锡不良不会露出铜箔面,只有薄薄的一层锡无法形成饱满的焊点。 三、冷焊或焊点不亮:焊点看似碎裂,不平,大部分原因是零件在焊锡正要冷却形成焊点时振动而造成,注意锡炉输送是否有异常振动。 四、焊点破裂:此一情形通常是焊锡,基板,导通孔,及零件脚之间膨胀系数,未配合而造成,应在基板材质,零件材料及设计上去改善。
通常在*定一个焊点,希望能又大又圆又胖的焊点,但事实上过大的焊点对导电性及抗拉强度未必有所帮助。
此一问题通常发生在DIP或WIVE的焊接制程上,在零件脚顶端或焊点上发现有冰尖般的锡。
在焊接或溶剂清洗过后发现有白色残留物在基板上,通常是松香的残留物,这类物质不会影响表面电阻质,但客户不接受。
通常黑色残余物均发生在焊点的底部或顶端,此问题通常是不正确的使用助焊剂或清洗造成。
绿色通常是腐蚀造成,特别是电子产品但是并非完全如此,因为很难分辨到底是绿锈或是其它化学产品,但通常来说发现绿色物质应为警讯,必须立刻查明原因,尤其是此种绿色物质会越来越大,应非常注意,通常可用清洗来改善。
第八项谈的是白色残留物是指基板上白色残留物,而本项目谈的是零件脚及金属上的白色腐蚀物,尤其是含铅成分较多的金属上较易生成此类残余物,主要是因为氯离子易与铅形成氯化铅,再与二氧化碳形成碳酸铅(白色腐蚀物)。在使用松香类助焊剂时,因松香不溶于水会将含氯活性剂包着不致腐蚀,但如使用不当溶剂,只能清洗松香无法去除含氯离子,如此一来反而加速腐蚀。 十二、针孔及气孔:针孔与气孔之区别,针孔是在焊点上发现一小孔,气孔则是焊点上较大孔可看到内部,针孔内部通常是空的,气孔则是内部空气完全喷出而造成之大孔,其形成原因是焊锡在气体尚未完全排除即已凝固,而形成此问题。
氧化防止油被打入锡槽内经喷流涌出而机污染基板,此问题应为锡槽焊锡液面过低,锡槽内追加焊锡即可改善。
此现象分为二种(1)焊锡过后一段时间,(约半载至一年)焊点颜色转暗。(2)经制造出来的成品焊点即是灰暗的。
焊点表面呈砂状突出表面,而焊点整体形状不改变。
系因焊锡温度过高造成,立即查看锡温及温控器是否故障。
过大的焊点造成两焊点相接。

电子厂常用术语: SIP:单列直插(一排引脚) DIP:双列直插(两排引脚) 轴向元件:元件两引脚从元件两端伸出 径向元件:元件引脚从元件同一端伸出 PCB:印刷电路板 PCBA:PCB经过SMT上件,再经过DIP插件直至板上所有工序都完成的制程 引脚:元件的一部分,用于把元件焊在电路板上 单面板:电路板上只有一面用金属处理; 双面板:上下两面都有线路的电路板; 层 板:除上、下两面都有线路外,在电路板内层也有线路; 元件面:电路板上插元件的一面; 焊接面:电路板中元件面的反面,有许多焊盘提供焊接用; 焊 盘:PCB板上用来焊接元件引脚或金属端的金属部分; 金属化孔(PTH) :一般用来插元件和布明线的金属化孔; 连接孔: (相对与金属化孔)一般不用来插元件和布明线的金属化孔 ;
空焊:零件脚或引线脚与锡垫间没有锡或其它因素造成没有接合。 假焊:假焊之现象与空焊类似,但其锡垫之锡量太少,低于接合面标准。 冷焊:锡或锡膏在回风炉气化后,在锡垫上仍有模糊的粒状附着物。 桥接:有脚零件脚与脚之间焊锡联接短路 元件符号:R(NR)、C(CD)、L、D、Q、U、X(Y)、S、Z、BAT、CN等 极性元件:有些元件,插入电路板时必需定向; 极性标志:印刷电路板上,极性元件的位置印有极性标志; 错件:零件放置之规格或种类与作业规定不符; 缺件:应放置零件之位置,因不正常之缘故而产生空缺; 跪脚:零件引脚打折形成跪脚
文章转载自网络,如有侵权,请联系删除。 |
| | 发布时间:2017.06.23 来源:东莞市玖琪实业有限公司 |
| 上一个:非常实用的电源工程师8大设计技巧 | 下一个:电子厂SMT贴片加工制造工艺流程说明书 ! |
东莞市玖琪实业有限公司专业生产:电源适配器、充电器、LED驱动电源、车载充电器、开关电源等....
版权所有:东莞市玖琪实业有限公司
联系人:梁先生 电话:13873397666
电话:0769-81818179 传真:0769-81806179 地址:东莞市石排镇谷吓村孔屋工业区 邮编:523339